1. Czym jest moduł igbt?
W pojazdach elektrycznych, odnawialnych źródłach energii, transporcie kolejowym i automatyce przemysłowej moduły IGBT ewoluują w kierunku wyższej gęstości mocy, mniejszych rozmiarów i wyższych temperatur złączy. Jednak wraz ze wzrostem gęstości mocy chipów, dostępna przestrzeń chłodząca szybko się kurczy. Badania pokazują, że problemy termiczne są przyczyną ponad 50% awarii układów scalonych; w przypadku elektroniki mocy około 55% awarii chipów IGBT jest związanych z temperaturą. Tradycyjne chłodzenie powietrzem charakteryzuje się ograniczonym współczynnikiem przenikania ciepła konwekcyjnego (w najlepszym przypadku około 37 W/cm²) i dużą objętością, co czyni je nieodpowiednim dla modułów mocy nowej generacji. Technologia chłodzenia cieczą stała się kluczowym rozwiązaniem w zakresie zarządzania temperaturą chipów dużej mocy.

2. Wyzwania termiczne tranzystorów IGBT i ograniczenia tradycyjnego chłodzenia
Moduł IGBT generuje znaczną ilość ciepła. W przypadku falownika o mocy 100 kW i sprawności 98% układ zarządzania ciepłem musi odprowadzić około 2 kW ciepła. Co więcej, rozkład ciepła nie jest równomierny; lokalne gorące punkty na powierzchni układu scalonego mogą być znacznie gorętsze niż średnia temperatura, co ogranicza dynamikę pracy i żywotność układu.
Temperatura silnie koreluje z awarią tranzystorów IGBT. Badanie statystyczne awarii turbin wiatrowych w 23 krajach przeprowadzone w latach 2003–2017 wykazało, że awarie modułów IGBT odpowiadały za 22% nieplanowanych przestojów konwerterów – jednego z najbardziej podatnych na awarie podzespołów w systemach wiatrowych. Częste przyspieszanie/zwalnianie w pojazdach powoduje poważne cykle zasilania i wahania temperatury, co prowadzi do zmęczenia spoiw, rozwarstwienia lutów i innych uszkodzeń spowodowanych zmęczeniem cieplnym. Niekontrolowany wzrost temperatury może powodować utratę mocy w pojazdach elektrycznych, co stanowi poważne zagrożenie dla bezpieczeństwa.
Z perspektywy rezystancji termicznej, rozpraszanie ciepła w tranzystorach IGBT jest problemem rezystancji termicznej szeregu wielowarstwowego. Rezystancja termiczna interfejsu stanowi ponad 60% całkowitej rezystancji, co czyni ją głównym wąskim gardłem. W przypadku rezystancji złącze-obudowa, dominującym czynnikiem (ponad 75%) jest podłoże ceramiczne DBC (bezpośrednio związana miedź). Tradycyjne chłodzenie powietrzne ma trzy główne ograniczenia: niski współczynnik przenikania ciepła, słabą zdolność do eliminowania lokalnych punktów zapalnych oraz dużą objętość systemu, co koliduje z miniaturyzacją systemu.
Płyta chłodząca cieczą (nazywana również płytą chłodzącą, płytą chłodzącą cieczą lub płytą chłodzącą wodą) wykorzystuje wymuszoną konwekcję cieczy do usuwania ciepła. Zasada działania jest prosta: ciepło z modułu IGBT jest przekazywane przez interfejs cieplny do podstawy płyty chłodzącej, a następnie jest odprowadzane przez płyn chłodzący przepływający przez wewnętrzne kanały; podgrzany płyn chłodzący krąży w wymienniku ciepła, schładza się i powraca.
Biorąc pod uwagę procesy produkcyjne i formy konstrukcyjne, obecnie w inżynierii stosuje się cztery główne typy płyt chłodzących IGBT.
3.1 tradycyjne płyty chłodzące cieczą
Tradycyjne konstrukcje obejmują typy wiercone, montowane, spawane i rurowe. Są one prostsze w obróbce, tańsze i nadają się do modułów IGBT o niskiej i średniej gęstości mocy. Wśród nich, rurowa płyta chłodząca (lub rurowa płyta chłodząca cieczą) polega na osadzeniu rurek miedzianych lub ze stali nierdzewnej w rowkach aluminiowej płyty bazowej, mocowanych poprzez lutowanie twarde lub żywicę epoksydową. Zapewnia ona lepszą wydajność cieplną i żywotność niż podstawowe płyty wiercone.
Płyty chłodzące cieczą (zwane również płytami chłodzącymi chłodzonymi wodą lub płytami chłodzącymi rurowymi) wykorzystują rury miedziane lub ze stali nierdzewnej jako kanały chłodzące, osadzone w aluminiowej płycie bazowej i mocowane za pomocą kleju termicznego lub lutowania. Do ich zalet należą prostota produkcji, niski koszt i elastyczne układy rur (np. serpentynowe lub w kształcie litery U), które mogą odpowiadać rozprowadzaniu ciepła przez tranzystory IGBT. Nadają się do napędów przemysłowych o średniej gęstości mocy, ekonomicznych i falowników słonecznych. Typowa średnica rury wynosi 6–12 mm, a ciśnienie robocze jest zazwyczaj niższe niż 0,5 MPa.
Zgrzewanie tarciowe (friction stir welding) polega na wykorzystaniu obracającego się sworznia mieszającego do generowania ciepła tarcia, uplastyczniającego materiał i tworzącego spoinę w stanie stałym pomiędzy pokrywą a rowkowaną płytą bazową. Proces ten nie powoduje porowatości, pęknięć ani spoiwa, co przekłada się na wysoką wytrzymałość spoiny, doskonałe uszczelnienie i brak deformacji kanału przepływowego. Zgrzewanie tarciowe (fsw cold plates) idealnie nadaje się do falowników trakcyjnych pojazdów elektrycznych i przetwornic w transporcie szynowym, gdzie kluczowa jest długoterminowa niezawodność. Typowa szerokość kanału wynosi 4–10 mm, a odporność na ciśnienie może sięgać 1,5–2,0 MPa.
3.4 wytłaczane płyty do chłodzenia cieczą
Wytłaczane płyty chłodzące cieczą (lub aluminiowe płyty chłodzące, aluminiowe płyty chłodzące) są formowane metodą wytłaczania aluminium przy użyciu specjalnej matrycy, co pozwala na uzyskanie wielu równoległych kanałów przepływowych w jednym etapie, a następnie cięcie, uszczelnianie i obróbkę mechaniczną. Głównymi zaletami są wysoka wydajność produkcji i niski koszt jednostkowy, a także stałe wymiary kanałów, idealne do standaryzowanej produkcji wielkoseryjnej. Jednak kanały są zazwyczaj przelotowe, co ogranicza optymalizację żeberek. Są one stosowane w uniwersalnych falownikach i modułach ładowania pojazdów elektrycznych, gdzie gęstość mocy jest niewielka. Typowa średnica hydrauliczna wynosi 2–5 mm.
Lutowane płyty chłodzące cieczą (lub lutowane płyty chłodzące) są wytwarzane metodą lutowania próżniowego lub w atmosferze kontrolowanej, polegającą na lutowaniu tłoczonej płyty bazowej kanału przepływowego z płytą pokrywową. Pozwala to na tworzenie złożonych struktur żeber wewnętrznych, takich jak żebra szpilkowe, żebra skośne i turbulatory. Lutowanie oferuje bardzo dużą swobodę projektowania, umożliwiając lepsze przenoszenie ciepła przy kompaktowych rozmiarach, z dobrym uszczelnieniem i niskim naprężeniem szczątkowym. Lutowane płyty chłodzące cieczą są pierwszym wyborem dla modułów IGBT i SIC o dużej gęstości mocy, szeroko stosowanych w głównych napędach wysokiej klasy pojazdów elektrycznych, przetwornicach wiatrowych i zaawansowanych zasilaczach przemysłowych. Rozmiary kanałów mogą wynosić zaledwie 1–3 mm; w przypadku żeber szpilkowych opór cieplny jest znacznie niższy niż w przypadku żeber wytłaczanych lub rurowych. Lutowanie próżniowe jest najbardziej niezawodnym procesem.
3.6 Porównanie oporu cieplnego i struktury różnych architektur płyt chłodzących
Aby ułatwić dobór rozwiązań technicznych, w tabeli 1 porównano kluczowe parametry termiczne i strukturalne czterech płyt chłodzących IGBT (w tym tradycyjnych rur jako punktu odniesienia).
Tabela 1: Porównanie oporu cieplnego i konstrukcji różnych architektur płyt chłodzących cieczą
| architecture type | relative thermal resistance (baseline = tubed) | relative pressure drop (baseline = tubed) | internal channel / fin features | manufacturing process | suitable power density level | typical applications |
|---|
| rurkowy (rurka) (tradycyjny) | 1,00 | 1,00 | rura miedziana/nierdzewna osadzona w kanale aluminiowym, okrągłym/owalnym, bez wewnętrznych żeber | osadzanie rur + klejenie termiczne/lutowanie | niski do średnio-niskiego | falowniki ogólne, falowniki słoneczne, tanie zasilacze przemysłowe |
| wytłaczany | 0,75–0,85 | 1,10–1,30 | wiele równoległych, prostokątnych, prostych kanałów, ściany kanału działają jak proste żebra, wysokość żeber ograniczona | wytłaczanie aluminium + uszczelnianie końcówek + obróbka mechaniczna | średnio-niski do średniego | moduły ładowania, falowniki średniej mocy, standardowe chłodnice |
| fsw | 0,55–0,70 | 1,20–1,50 | możliwe są kanały złożone (serpentynowe, równoległe, wieloprzebiegowe), szerokość 4–10 mm, możliwość dodania turbulizatorów | frezowane rowki kanałowe + spawanie pokrywy FSW | średni do średnio-wysokiego | falowniki głównego napędu pojazdów elektrycznych, przetwornice do transportu kolejowego |
| lutowane | 0,35–0,50 | 1,50–2,50 | złożone żebra (szpilkowe, skośne, mikrokanaliki), wielkość elementu 1–3 mm, duża powierzchnia wymiany ciepła | tłoczona/trawiona płyta żebrowa + lutowanie próżniowe/atmosferyczne | wysoki do ultrawysokiego | napędy EV klasy premium, konwertery wiatrowe, serwonapędy wysokiej klasy |
Uwaga: wartości oporu cieplnego i spadku ciśnienia to typowe dane inżynierskie. Różnią się one w zależności od natężenia przepływu, gęstości żeber i rodzaju chłodziwa. Typy lutowane charakteryzują się najniższym oporem cieplnym, ale najwyższym spadkiem ciśnienia — jest to kompromis, który należy zrównoważyć w ramach budżetu pompy systemowej.
 4. optymalizacja wydajności: kanał przepływowy i konstrukcja mikrożeberek
4. optymalizacja wydajności: kanał przepływowy i konstrukcja mikrożeberek
Wydajność chłodzenia układu chłodzenia płytowego w dużym stopniu zależy od wewnętrznego kanału przepływu i konstrukcji żeber. Aktualne badania koncentrują się na następujących obszarach.
struktura żeber: badanie chłodzenia cieczą trzech modułów igbt w przemysłowym napędzie silnika, w którym porównano żeberka proste, schodkowe z żeberkami pinowymi i skośnymi, potwierdzając, że złożone żeberka zwiększają konwekcję. ponadto, mikroskalowalna płyta chłodząca cieczą z warstwowym przepływem i żeberkami skośnymi osiągnęła 3-krotny wzrost współczynnika przenikania ciepła, redukcję szczytowej temperatury układu o 1,4°C, poprawę jednorodności temperatury o 37,8% i redukcję oporu przepływu o >15% w porównaniu z prostokątną płytką chłodzącą z mikrokanałami przy tej samej szybkości przepływu, umożliwiając niezawodne chłodzenie układu o mocy 800 W.
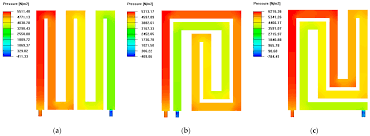
optymalizacja topologii: badanie wykorzystujące dwukryterialną optymalizację topologii (maksymalny transfer ciepła, minimalny opór przepływu) dla płyty chłodzącej IGBT wykazało, że w porównaniu z płytą chłodzącą z prostym kanałem, płyta chłodząca zoptymalizowana pod kątem topologii osiągnęła o 26,3% niższy spadek ciśnienia, o 64,7% niższy opór cieplny i o 16,3% wyższy współczynnik przenikania ciepła.
Jednorodność temperatury: zespół badawczy z Uniwersytetu Informatyki i Technologii w Nankinie zaproponował innowacyjną płytę chłodzącą ciecz z kanałami serpentynkowymi, ulepszonymi żebrami i schodkowymi turbulizatorami. Wyniki eksperymentów wykazały, że zwiększenie natężenia przepływu chłodziwa zmniejszyło szczytową temperaturę urządzenia o około 22 K, przy stabilnej wydajności cieplnej w pewnym zakresie przepływu.
kompromis między mocą chłodzenia i pompowania: w układzie chłodzenia płytowego zwiększenie natężenia przepływu poprawia wymianę ciepła, ale także nieliniowo zwiększa zużycie energii przez pompę. W pojazdach elektrycznych dodatkowy spadek ciśnienia o 10 kPa może kosztować od kilku do kilkudziesięciu watów mocy pompy, co należy uwzględnić w budżecie mocy systemu.
 5. Ewolucja architektury: od chłodzenia pośredniego do zintegrowanej płyty chłodzącej cieczą (DBC)
5. Ewolucja architektury: od chłodzenia pośredniego do zintegrowanej płyty chłodzącej cieczą (DBC)
W tradycyjnych architekturach chłodzenia moduł IGBT składa się z wielowarstwowego stosu „chip – dbc – baseplate (cu lub alsic) – cold plate”, przy czym każda warstwa zwiększa opór cieplny. Jak wspomniano, opór cieplny interfejsu przekracza 60% całkowitego oporu.
Aby temu zaradzić, opracowano przełomową architekturę – wbudowaną lub zintegrowaną z DBC płytę chłodzącą cieczą. Pomysł polega na zintegrowaniu podłoża DBC bezpośrednio z płytą chłodzącą, wykorzystując procesy wysokotemperaturowe do połączenia miedzi i ceramiki (Al₂O₃ lub AlN) w monolityczną strukturę. Kanały chłodzące umieszczone są bezpośrednio pod chipem, rozdzielone jedynie przez DBC, co znacznie skraca drogę przewodzenia ciepła.
trzy główne zalety: (1) eliminuje płytę bazową i zewnętrzny moduł czasowy, co drastycznie zmniejsza całkowity opór cieplny; (2) rozdzielczość kanału do 0,3 mm, w połączeniu z miedzią o wysokiej przewodności, zapewnia doskonałą wydajność izotermiczną; (3) obsługuje kompaktowe układy o dużej gęstości mocy i dwustronny montaż komponentów. Kluczowe parametry materiałowe dla tego zintegrowanego schematu przedstawiono w tabeli 2.
Tabela 2: kluczowe parametry materiałowe dla zintegrowanej płyty chłodzącej cieczą DBC (źródło: electronics cooling, 2025)
| material layer | common materials | thermal conductivity (w/m·k) | cte (ppm/°c) |
|---|
| układ półprzewodnikowy | sic | 375 | 4.0 |
| połączyć się | lut ausn / folia spiekana ag | 50 / 200 | 15,9 / 18,9 |
| izolacja ceramiczna | al₂o₃ / aln | 35 / 170–200 | 6,5 / 4,2–5,7 |
| korpus z zimną płytą | miedź (z) | 360 | 16.7 |
Ten trend integracyjny jest zgodny ze wzrostem rynku modułów IGBT z bezpośrednim chłodzeniem.
6. Dobór materiałów i technologii chłodziwa
Wybór materiału płyty chłodzącej równoważy przewodność cieplną, obrabialność i koszt. Najczęstszym wyborem jest stop aluminium 6063 o przewodności cieplnej wynoszącej około 180–230 W/(m·K). Miedź oferuje przewodność cieplną na poziomie ~401 W/(m·K), ale gęstość jest trzykrotnie większa niż aluminium, a koszt jest znacznie wyższy. Jest ona wykorzystywana jedynie w zaawansowanych zastosowaniach o rygorystycznych wymaganiach dotyczących chłodzenia.
Chłodziwo jest kluczowym nośnikiem ciepła. W badaniu opublikowanym w czasopiśmie „Approved Thermal Engineering” porównano wodę dejonizowaną, wodę oczyszczoną, 20% roztwór glikolu etylenowego i wody oraz hfe7100. Przy re = 1400, ogólne kryterium oceny wydajności wody dejonizowanej (PEC) było odpowiednio o 9,3%, 24,5% i 163,9% wyższe niż w przypadku wody oczyszczonej, 20% roztworu glikolu etylenowego i hfe7100. Re = 1400 (prędkość przepływu ~0,5–0,6 m/s) zostało uznane za optymalny zakres roboczy dla niskiego spadku ciśnienia. W praktycznych systemach powszechnie stosowana jest mieszanina 50% glikolu etylenowego i wody, zapewniająca ochronę przed zamarzaniem i dobrą przewodność cieplną.
 7. procesy produkcyjne i testy niezawodności
7. procesy produkcyjne i testy niezawodności
Spawanie/uszczelnianie płyt chłodzących cieczą ma bezpośredni wpływ na ich długoterminową niezawodność. Cztery główne typy to: spawanie rurowe, w którym zatapianie rury jest realizowane poprzez lutowanie twarde lub prasowanie; spawanie tarciowe z przemieszaniem; wytłaczanie, w którym wytłaczanie jest realizowane poprzez uszczelnianie końców; lutowanie twarde, w którym lutowanie odbywa się w próżni lub atmosferze. Lutowanie próżniowe i spawanie ciśnieniowe to główne procesy stosowane w przypadku płyt chłodzących o wysokiej niezawodności.
Do typowych wad spawalniczych zalicza się porowatość, nadmierne rozproszenie, wewnętrzne mikropęknięcia, słabe łączenie i zatkanie kanału przepływowego. W przypadku płyt FSW i lutowanych na zimno należy dokładnie sprawdzić uszczelnienie spoin i czystość wewnętrzną.
Płaskość to kolejny kluczowy czynnik. Zgodnie z teorią kontaktu Hertza, nawet makroskopowo płaskie powierzchnie mają mikroskopijne szczyty i doliny; rzeczywista powierzchnia styku jest znacznie mniejsza niż powierzchnia nominalna. Odchylenia płaskości na poziomie mikronów mogą spowodować drastyczny wzrost oporu cieplnego interfejsu. Typowe kryteria akceptacji dla systemów chłodzenia płytą chłodzącą obejmują:
szczelność: test szczelności helem, nieszczelność ≤ 1×10⁻⁶ pa·m³/s lub ≤ 0,05 ml/min przy 0,5–2,0 mpa
odporność na ciśnienie: próba rozerwania hydraulicznego ≥ 3× ciśnienie robocze (normalnie ≥ 3,0 mpa)
płaskość: ≤ 0,05 mm na 100 mm (ogólnie ≤ 0,1 mm)
czystość: cząstki ≤ 10 mg/m²
8. Wartość płyt chłodzących cieczą w zastosowaniach IGBT
pojazdy elektryczne: płyta chłodząca cieczą odprowadza ciepło z falownika trakcyjnego, co bezpośrednio wpływa na moc wyjściową silnika. moduły sic mają 2–3 razy większą gęstość mocy niż tradycyjne tranzystory igbt; wydajne płyty chłodzące cieczą w obudowach rurowych, FSW lub lutowane skutecznie eliminują lokalne punkty przegrzania, zwiększając zasięg i niezawodność pojazdu elektrycznego.
Falowniki wiatrowe i słoneczne: moduły IGBT pracują pod dużym obciążeniem przez długi czas; układ chłodzenia musi charakteryzować się długą żywotnością i niskimi wymaganiami konserwacyjnymi. Płyty chłodzące zapewniają niższe, stabilne temperatury złączy i mniejsze wahania temperatury, co znacznie poprawia niezawodność w trudnych warunkach.
transport kolejowy: elektryfikacja zwiększa zapotrzebowanie na chłodzenie; aktywne chłodzenie cieczą (napędzane pompą) zapewnia dokładniejszą kontrolę temperatury niż konwekcja naturalna lub chłodzenie wymuszonym obiegiem powietrza, zwiększając niezawodność w ekstremalnych warunkach.
(podobne płytki chłodzące do urządzeń elektronicznych są również stosowane w płytkach chłodzących procesory o wysokiej wydajności, płytkach chłodzących cieczą do akumulatorów pojazdów elektrycznych oraz izolowanych płytkach chłodzących do izolacji wysokiego napięcia.)
9. Perspektywy rynku i trendy technologiczne
Według qyresearch globalny rynek podłoży radiatorów IGBT osiągnął 720 milionów w 2024 r. i oczekuje się, że do 2031 r. osiągnie 1,165 miliarda, ze średniorocznym wskaźnikiem wzrostu (CAGR) na poziomie 7,7%. W ramach tego wzrostu kluczowymi czynnikami napędzającymi są płyty chłodzące cieczą, zwłaszcza lutowane i typu FSW. Wskaźnik CAGR na poziomie 17,9% dla modułów IGBT chłodzonych bezpośrednio cieczą jest znacznie wyższy niż ogólny wskaźnik 7,7% dla podłoży IGBT, co wskazuje na szybkie upowszechnienie się technologii chłodzenia cieczą.
zaawansowana koncepcja wielodyszowej płyty chłodzącej ciecz (mjilcp) dla 1000 W TDP, zaprezentowana na konferencji IEEE, wykazała o 14,3% niższy opór cieplny i o 19,3% niższą moc pompowania w porównaniu do konwencjonalnej płyty chłodzącej z frezowanymi kanałami. aby osiągnąć opór cieplny na poziomie 0,0236°C/W, mjilcp wymagał o 48% mniejszej mocy pompowania.
ewolucja przyszłości koncentruje się na trzech kierunkach:
głęboka integracja: od pośredniego chłodzenia do wbudowanej integracji DBC, co jeszcze bardziej zmniejsza opór cieplny.
inteligentny projekt: projektowanie wspomagane sztuczną inteligencją, optymalizacja topologii i produkcja addytywna dla niestandardowych kanałów przepływowych (niestandardowa płyta chłodząca cieczą, niestandardowe płyty chłodzące).
adaptacja do wielu scenariuszy: rozwiązania dostosowane do platform wysokiego napięcia 800 V, dużych wysokości itp., ewentualnie obejmujące płytę chłodzącą ciekłym azotem w przypadku ekstremalnych potrzeb chłodzenia.
W miarę postępu lokalnej produkcji i pogłębiania się nowej rewolucji energetycznej, płyty chłodzące cieczą przestaną być elementami pomocniczymi i staną się podstawowymi elementami zapewniającymi gęstość mocy i niezawodność w tranzystorach IGBT i szerzej pojętej elektronice mocy.






